



Sústruženie vložiek
Prečo si vybrať nás?
Bohaté skúsenosti
Kunshan Meiyaxing Hardware Machinery Co., Ltd. je spoločnosť špecializujúca sa na výrobu a predaj nástrojov na rezanie kovov. S viac ako 20-ročnými skúsenosťami sme vytvorili nové technológie, špičkových výrobcov strojov a nástrojov ako jeden celok, aby sme zákazníkom poskytli kvalitné nástroje, je priamou pobočkou spoločnosti Hong Kong Meiya International Trading Company.
Spoľahlivá kvalita produktu
Sme hrdí na našu vysokú kvalitu, nákladovo efektívne a dobré služby a získali sme chválu zákazníkov v rôznych odvetviach, ako je letectvo, lekárske vybavenie, výroba automobilov, spracovanie foriem a elektronické technológie.
Široký sortiment
Produkty spoločnosti Kunshan Meiyaxing Hardware Machinery Co., LTD. zahŕňajú sústružnícke nástroje, frézovacie nástroje, vŕtacie a závitovacie nástroje a upínacie systémy držiakov nástrojov. Vrátane karbidovej vložky, CNC nástrojovej lišty, frézy z volfrámovej ocele, vŕtačky, výstružníka, závitníka, vyvrtávacej hlavy, držiaka nástrojov atď., Široko používané v letectve, zdravotníckych zariadeniach, výrobe automobilov, spracovaní foriem a elektronických technológiách a mnohých ďalších odvetviach.
Vynikajúci zákaznícky servis
Poskytujeme nielen vysoko kvalitné a efektívne rezné nástroje, ale máme aj vynikajúci technický tím, ktorý poskytuje profesionálne a podrobné riešenia spracovania. Snažíme sa aktívne rozširovať zahraničných partnerov, aby sme zabezpečili, že v budúcnosti tvrdej konkurencii na trhu obsadíme výhodu, win-win spoluprácu, tešíme sa na spoluprácu s vami.
Sústružnícke doštičky sú také rezné nástroje, ktoré sa používajú na obrábanie rôznych kovov, ako je oceľ, uhlík, liatina a vysokoteplotné zliatiny. Sú indexovateľné, čo znamená, že sa dajú otáčať, preklápať, vymieňať za inú doštičku bez toho, aby bolo potrebné narušiť geometriu nástroja.




Materiálová všestrannosť
Jednou z najväčších výhod použitia sústružníckych doštičiek je ich schopnosť zvládnuť širokú škálu materiálov. Od ocele a nehrdzavejúcej ocele po liatinu, hliník a exotické zliatiny sú tieto doštičky navrhnuté tak, aby vyhovovali rôznym materiálom obrobkov. Táto všestrannosť ich robí neoceniteľnými v odvetviach, ako je automobilový priemysel, letecký priemysel, ropa a plyn a všeobecné obrábanie.
Vylepšená životnosť nástroja
Sústružnícke doštičky so svojou robustnou konštrukciou a pokročilými povlakmi ponúkajú dlhšiu životnosť nástroja v porovnaní s tradičnými reznými nástrojmi. Tvrdé materiály a špecializované povlaky používané vo výrobnom procese umožňujú lepšiu odolnosť proti opotrebovaniu. Výsledkom je, že doštičky zostanú ostrejšie dlhšie, čím sa zníži potreba častých výmen nástrojov. To vedie k zvýšeniu efektivity obrábania a úspore nákladov.
Vylepšená povrchová úprava
Dosiahnutie vysokokvalitnej povrchovej úpravy je v mnohých aplikáciách kľúčové. Sústružnícke doštičky, najmä tie s jemne brúsenými reznými hranami, vynikajú v poskytovaní vynikajúcej povrchovej úpravy. So správnou geometriou doštičky a reznými parametrami môžu výrobcovia získať hladký, leštený povrch, čo eliminuje potrebu dodatočných dokončovacích operácií.
Zvýšená produktivita
Použitie sústružníckych doštičiek môže výrazne zvýšiť produktivitu v procesoch obrábania. Ich vynikajúce rezné rýchlosti a rýchlosti posuvu spolu s ich schopnosťou odolávať vyšším rezným silám umožňujú rýchlejšie odstraňovanie kovu. Výsledkom sú skrátené časy cyklov a zvýšená kapacita, čo umožňuje výrobcom dodržiavať prísne výrobné termíny.
Typy sústružníckych vložiek
Vložky WNMG
Sústružnícke doštičky WNMG majú záporný uhol čela. Každá sústružnícka doštička WNMG obsahuje šesť rezných čepelí, ktoré sú umiestnené v inej časti otáčania nástroja. HUANA udržiava značné zásoby sústružníckych doštičiek WNMG a tiež ponúka rýchlu prepravu všetkých objednávok. Aby sa predišlo vylamovaniu, sústružnícke doštičky WNMG sú obojstranné trigonové doštičky. Tieto doštičky majú negatívny uhol čela, ktorý kolíše pozdĺž hrany od kladného k zápornému. Sústružnícke doštičky WNMG majú jedinečný dizajn, ktorý pomáha predchádzať tvorbe kráterov.
Vložky CNMG
Sústružnícke doštičky CNMG so strednou mierou obrábania pri nestabilnom stave utvárača triesok. Tieto vložky majú tvar, ktorý je kosoštvorcový 80 stupňov s negatívnou geometriou. Prichádzajú v triedach, ktoré sú vhodné pre oceľ, liatinu a nehrdzavejúcu oceľ. Sústružnícke doštičky CNMG ponúkajú riešenie sústruženia z tvrdokovu, ktoré je cenovo dostupné a efektívne pre jednotlivcov, ktorí pracujú s obmedzeným rozpočtom. Sústružnícke doštičky vyrábané spoločnosťou CNMG majú negatívne sústružnícke doštičky ekonomického štýlu. Oceľ, liatina a nehrdzavejúca oceľ sú všetky vhodné substráty pre sústružnícke doštičky CNMG. Sústružnícke doštičky CNMG ponúkajú riešenie sústruženia karbidu, ktoré je ekonomické pre jednotlivcov, ktorí pracujú s obmedzeným rozpočtom.


Vložka VNMG
Vložka VNMG, používaná pre aplikácie v polodokončovacích a dokončovacích procesoch. Nízke sily potrebné na rezanie v dôsledku extrémnej ostrosti hrany a pozitívneho sklonu. Sústružnícke doštičky VNMG majú kosoštvorcové vymeniteľné karbidové sústružnícke doštičky s uhlom 35 stupňov. Obojstranné sústružnícke doštičky VNMG sa používajú pre rôzne aplikácie súvisiace so sústružením. Sústružnícke doštičky VNMG sa dodávajú s rôznymi možnosťami polomeru, ktoré možno použiť na dokončovacie, všeobecné a hrubé sústruženie. Sústružnícke doštičky od VNMG môžu poskytnúť až štyri odlišné rezné hrany. Vložky v tvare "V" poskytujú špicatý tvar, ktorý je ideálny na konečnú úpravu a polodokončovanie.
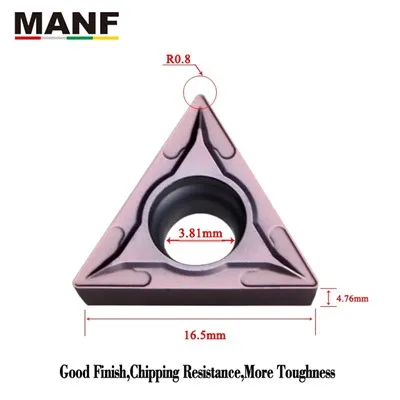
Vložky TNMG
Sústružnícke doštičky TNMG sa najčastejšie používajú na sústruženie kovov, frézovanie, rezanie a drážkovanie, sústruženie závitov a ďalšie aplikácie, ktoré sú funkčne ekvivalentné. Sústružnícke doštičky TNMG sú bežne vymeniteľné cementované sústružnícke doštičky TNMG, ktoré sú vymeniteľné. Tieto doštičky sa používajú pri obrábaní neželezných materiálov, vysokoteplotných zliatin a železných materiálov, ako je oceľ a liatina. Doštičky TNMG sú sústružnícke doštičky, ktoré sú štandardom ISO a najčastejšie sa používajú prakticky vo všetkých CNC sústruhoch. Aplikácie, v ktorých sa používa na sústruženie profilov a všeobecné sústruženie hriadeľov, zahŕňajú tie, v ktorých sa používa. Táto doštička má šesť rôznych rezných hrán..
Materiál sústružníckych vložiek
Oceľ s vysokým obsahom uhlíka
Vysoké percento uhlíka v zložení pomáha sústružníckej doštičke fungovať v podmienkach vysokej tvrdosti. So zvyšujúcou sa teplotou však jeho tvrdosť klesá. Ale kvôli tomuto vysokému obsahu uhlíka majú nástroje vyššiu odolnosť proti opotrebovaniu a tvrdosť. Tieto sú bežne známe ako nástrojová oceľ.
Vysokorýchlostná oceľ
Nástroje z rýchloreznej ocele majú vyššiu rýchlosť otáčania. Tento nástroj je vyrobený z kobaltu, volfrámu a ocele legovanej chrómom. Vďaka prítomnosti pevných, tvrdších a teplotne odolných materiálov v sústružníckych doštičkách môžu sústružnícke doštičky vyrobené z týchto materiálov pracovať pri teplotách od 550 °C do 650 °C
Keramické náradie
Nástroje vyrobené z keramiky patria medzi najtvrdšie nástroje používané pri sústružení a obrábaní, pretože odolávajú vysokým teplotám. Toto zariadenie môže fungovať medzi 1160 °C a 1210 °C. Preto sa používajú pri dokončovacích operáciách na sústruhoch alebo frézkach.
Slinutý karbid
Tento nástroj je zliatina vyrobená z volfrámu, titánu a iných kovov. Dodáva nástroju vysokú pevnosť a tvrdosť. Navyše vďaka prítomnosti uhlíka má vyššiu odolnosť proti opotrebeniu a znesie aj vyššie teploty. Prevádzková teplota tohto nástroja sa pohybuje medzi 900 °C a 1000 °C.
diamant
Sústružnícke doštičky vyrobené z diamantov sú v súčasnosti najpevnejším materiálom. Diamanty sa vyrábajú prirodzene na Zemi. To dáva nástroju mnoho výhod, pokiaľ ide o teplotnú odolnosť, odolnosť proti opotrebovaniu a odolnosť proti nárazom. Tieto nástroje sa používajú na rezanie húževnatých, robustných a tvrdých materiálov.
Brúsivá
Existujú rôzne abrazívne sústružnícke doštičky, z ktorých každá reže rýchlym trením tvrdého materiálu o cieľový predmet. Brúsny materiál je tvrdý a hrubý a opotrebuje všetko, o čo sa otrie. Toto zariadenie je osadené abrazívnym materiálom. Brúsny kotúč je jedným z najjednoduchších typov.
Skúmanie úlohy sústružníckych vložiek v CNC obrábaní
Sústružnícke doštičky sú kľúčovou súčasťou CNC obrábacích operácií. Sú to rezné nástroje používané na vytvorenie požadovaného tvaru, veľkosti a povrchovej úpravy dielu. Sústružnícke vložky sa dodávajú v rôznych tvaroch, veľkostiach a materiáloch a každý typ má svoje výhody a nevýhody. V tomto článku preskúmame úlohu sústružníckych doštičiek v CNC obrábaní a ako ovplyvňujú kvalitu a efektivitu procesu obrábania.
Sústružnícke doštičky sa dodávajú z rôznych materiálov, ako je karbid, kobalt a keramika. Každý typ materiálu poskytuje rôzne úrovne rezného výkonu, ako aj odolnosť proti opotrebovaniu. Typ použitého materiálu bude závisieť od aplikácie a typu obrábanej časti. Napríklad karbidová doštička môže byť použitá pre tvrdšiu časť, ktorá vyžaduje vyššiu úroveň pevnosti a odolnosti proti opotrebovaniu. Na druhej strane, keramická vložka môže byť použitá pre časť, ktorá vyžaduje hladší povrch.
V procese obrábania zohráva kľúčovú úlohu aj tvar sústružníckej doštičky. Rôzne tvary sú navrhnuté pre rôzne operácie, ako je obkladanie, sústruženie a drážkovanie. Každý tvar poskytuje výhody a nevýhody v závislosti od typu vykonávanej operácie. Napríklad štvorcová doštička je ideálna na sústružnícke aplikácie, zatiaľ čo okrúhla doštička je vhodnejšia na čelné operácie.
Okrem tvaru a materiálu sústružníckej doštičky ovplyvňuje kvalitu a efektivitu procesu obrábania aj geometria reznej hrany. Rôzne geometrie ostria sú navrhnuté pre rôzne operácie a každá geometria má svoje výhody a nevýhody. Geometria reznej hrany musí byť zvolená starostlivo, pretože ovplyvňuje rezný výkon, povrchovú úpravu a životnosť nástroja.
Ako si vybrať správnu sústružnícku vložku
Geometria vložiek sústruhu sa vzťahuje na tvar a uhol jeho reznej hrany, ktorý určuje, ako interaguje s obrobkom a produkuje triesky. Geometria vložiek do sústruhu môže byť rozdelená do troch typov: jemné, stredné a hrubé. Jemná geometria je vhodná pre operácie s nízkou hĺbkou rezu a rýchlosťou posuvu, kde sú požadované nízke rezné sily a vysoká kvalita povrchu. Stredná geometria je vhodná pre operácie s miernou hĺbkou rezu a rýchlosťou posuvu, kde je potrebná rovnováha medzi pevnosťou hrany a kontrolou triesky. Hrubá geometria je vhodná pre operácie s vysokou hĺbkou rezu a rýchlosťou posuvu, kde sa vyžaduje vysoká pevnosť hrany a odvod triesok.
Trieda vložiek do sústruhu sa vzťahuje na materiál a povlak jeho reznej hrany, ktorý určuje jeho odolnosť proti opotrebovaniu, húževnatosť a tepelnú vodivosť. Kvalita sústruhu závisí od druhu materiálu obrobku (ISO P, M, K, N, S, H), typu operácie (jemná, stredná, drsná), podmienok obrábania (dobré, priemerné, ťažké) a geometriu vrtákov sústruhu. Trieda vložiek do sústruhu by mala zodpovedať vlastnostiam materiálu obrobku a parametrom obrábania, aby sa zabezpečil optimálny výkon a životnosť nástroja.
Tvar vložiek do sústruhu sa vzťahuje na profil jeho reznej hrany, ktorý určuje jeho uhol hôr a prístupnosť. Tvar vložiek do sústruhu by sa mal zvoliť podľa požiadaviek držiaka nástroja a geometrie obrobku.
Veľkosť vložiek do sústruhu sa vzťahuje na dĺžku jeho reznej hrany (L) a priemer vpísanej kružnice (IC), ktoré určujú jeho pevnosť a tuhosť. Veľkosť vrtáka sústruhu by sa mala zvoliť podľa maximálnej hĺbky rezu (ap) a požadovanej dĺžky rezu (LE) operácie, ako aj podľa uhla vôle držiaka nástroja, priemeru obrobku a špecifikácií stroja. Veľkosť sústružníckeho vrtáku by mala byť čo najväčšia, aby sa zabezpečila vysoká stabilita a produktivita.
Polomer rohu sústružníckeho hrotu sa vzťahuje na zakrivenie jeho reznej hrany v rohu (RE), ktoré ovplyvňuje pevnosť hrany, povrchovú úpravu a tvorbu triesok. Polomer rohu sústružníckeho hrotu by sa mal zvoliť podľa parametrov obrábania (ap, fn) a vlastností materiálu obrobku. Polomer rohu sústružníckeho vrtáku by mal byť čo najväčší, aby sa zabezpečila vysoká pevnosť ostria a odolnosť, ale nie príliš veľký, aby spôsoboval nadmerné vytváranie tepla alebo zasekávanie triesok.
Sústruženie vložiek VS vložka s rýchlym podávaním
Nástroj, ktorý má reznú časť špeciálne navrhnutú na sústruženie, sa nazýva sústružnícka vložka. Jeden z najčastejšie používaných rezných nástrojov je známy ako sústružnícke doštičky. Časť sústružníckej doštičky, ktorá vytvára a spracováva triesku, je známa ako pracovná časť doštičky. Táto časť sústružníckej doštičky obsahuje ostrie čepele, štruktúru, ktorá láme alebo odvaľuje triesku, priestor na odstraňovanie triesok alebo skladovanie triesok a priechod pre reznú kvapalinu.
Sústružnícke doštičky využívajú vysoko vyvinuté kompozitné štruktúry, povlaky a geometrické vlastnosti, aby sa dosiahli vysoké rýchlosti úberu materiálu a vysoká úroveň presnosti. Doštičky na sústruženie sú tvrdokovové rezné hroty, ktoré sa používajú v sústruhoch. Tieto hroty sú držané na mieste držiakmi nástrojov. Môžu byť použité pre rôzne povrchové úpravy, vrátane hrubovania, stredného sústruženia, dokončovania a čelného obrábania, v závislosti od aplikácie sústruženia, ktoré sa vykonáva.
Sústružnická doštička je názov pre reznú časť nástroja, ktorý je špeciálne vyvinutý na použitie pri sústružení. Sústružnícke doštičky sú jedným z rezných nástrojov, ktorý sa pri sústružení používa častejšie ako ktorýkoľvek iný. Pod pojmom "pracovná časť doštičky" sa rozumie časť sústružníckej doštičky, ktorá je zodpovedná za generovanie a spracovanie triesky. Táto sekcia sústružnícke doštičky obsahuje ostrie čepele, mechanizmus, ktorý triesku buď láme alebo odvaľuje, priestor na odvod triesky alebo uloženie triesky a dráhu pre reznú kvapalinu. Tieto doštičky je možné zakúpiť v rôznych tvaroch, aby sa prispôsobili príslušnému reznému uhlu, a sú dostatočne univerzálne na použitie na rezanie rôznych materiálov. Na sústruhoch sa sústružnícke doštičky používajú buď na rezanie alebo dokončovanie vonkajšieho priemeru obrobku. Výroba cylindrických kusov môže byť uskutočnená pomocou sústružníckych vložiek. Opracovanie vonkajšieho povrchu počas otáčania obrobku alebo pomocou rezného nástroja s jedným hrotom je podstatou sústruženia, ktoré možno opísať aj ako proces sústruženia.
Použitie rýchloposuvných frézovacích doštičiek umožňuje obrábať materiál až trikrát rýchlejšie ako pri tradičných metódach. Vložka s rýchlym posuvom kombinuje malú hĺbku rezu s vysokou rýchlosťou posuvu na zub, čo vedie k zvýšeniu rýchlosti úberu kovu a umožňuje výrobu ďalších dielov. Pretože rezné sily pôsobia na vreteno stroja v axiálnom smere, výsledkom je zvýšená stabilita, ako aj zníženie vibrácií, čo zase pomáha predĺžiť životnosť rýchloposuvnej vložky.
Pochopenie sústruženia držiakov vložiek: metódy kódovania a upínania
Kódovanie držiaka
Držiaky otočných doštičiek sú kódované tak, aby označovali rôzne charakteristiky, ako napríklad spôsob fixácie vložky, tvar vložky, uhol vedenia držiaka a ďalšie. Systém kódovania sa môže líšiť v závislosti od výrobcu a dodržiavanej normy. Napríklad v štandardnom kódovacom systéme prvý znak v kóde držiaka predstavuje spôsob fixácie vložky. „S“ označuje skrutkové zovretie, „D“ predstavuje pevné upnutie, „M“ označuje horný klinový zámok, „P“ označuje pákový zámok atď. Výber spôsobu upevnenia doštičky závisí od faktorov, ako sú rezné sily, prístupnosť a typ obrábacej operácie.
Spôsoby upínania
Sústružnícke držiaky doštičiek používajú rôzne spôsoby upínania na bezpečné držanie doštičiek na mieste počas procesu obrábania. Skrutkové upínanie, označené v kóde držiaka ako "S", je bežnou metódou používanou pre pozitívne doštičky, kde uhol vôle nie je nulový. Hoci sa v porovnaní s inými metódami považuje za slabé, skrutkové upínanie je kompaktné a poskytuje prístupnosť, vďaka čomu je vhodné pre vnútorné alebo vyvrtávacie obrábanie a operácie s nižšími reznými silami.
Pevné upínanie
V kóde držiaka znázornené písmenom „D“ je silnejšia metóda, pri ktorej kolík prechádza otvorom vložky a zaisťuje vložku na mieste jej zatlačením nadol. Nemusí to však byť najvhodnejšia metóda na vnútorné obrábanie alebo vyvrtávanie kvôli svojej objemnosti. Držiaky používané na hrubovanie alebo operácie vytvárajúce vysoké rezné sily môžu mať podložky vyrobené z tvrdého materiálu na rozloženie sily a predĺženie životnosti držiakov. Podložky sú vymeniteľné komponenty, ktoré je možné v prípade poškodenia ľahko vymeniť.
Zhoda tvaru vložky a kódu držiaka
Druhý znak v kóde držiaka predstavuje tvar vložky a ak ich chcete použiť spolu, mal by sa zhodovať s prvým znakom kódu vložky. Napríklad, ak má vložka tvar kosoštvorca s uhlom 80 stupňov, jej prvý kódový znak bude "C". Ak chcete použiť túto vložku s držiakom, druhý kódový znak držiaka by mal byť tiež "C", ktorý zodpovedá tvaru vložky. To zaisťuje, že doštička správne sedí v držiaku a funguje efektívne počas obrábania.
Uhol nábehu držiaka
Tretí znak v kóde držiaka predstavuje uhol nábehu držiaka alebo uhol nábehu, čo je uhol medzi reznou hranou a obrobkom. Rôzne uhly nábehu sú reprezentované rôznymi znakmi podľa sledovaného štandardu. Napríklad, ak je uhol nábehu 93 stupňov, je reprezentovaný znakom "J" v kóde držiaka.
Jednou z najčastejších výziev pri sústružení doštičiek je opotrebovanie. Vložky sa môžu ľahko opotrebovať vďaka vysokorýchlostnému rezaniu a kontaktu s materiálom. Aby sa znížilo opotrebovanie, operátori by sa mali uistiť, že rezná hrana doštičky je správne naostrená a čistá. Okrem toho by mali používať chladiacu kvapalinu na zníženie tepla a trenia.
Ďalšou výzvou je nahromadenie čipu. K tomu môže dôjsť, keď triesky uviaznu v reznej hrane doštičky. Aby sa tomu zabránilo, prevádzkovatelia by mali používať lámač triesok na rozbíjanie čipov pri ich vytváraní. Mali by tiež pravidelne čistiť doštičky, aby sa zabezpečilo, že sa na reznej hrane neusadia žiadne triesky.
Nakoniec ďalšou bežnou výzvou je rozbitie. Môže k tomu dôjsť v dôsledku vysokého tlaku a teploty, ktorým sú vložky počas prevádzky vystavené. Aby sa znížilo riziko zlomenia, operátori by sa mali uistiť, že doštičky sú správne zaistené v držiaku nástroja a že používajú správnu geometriu doštičiek. Okrem toho by mali pravidelne kontrolovať vložky, či nie sú poškodené alebo opotrebované.

Proces prebrúsenia sústružníckych nástrojov
Krok 1: Pošlite svoje prílohy
Doštičky vieme prebrúsiť a zmenšiť z nasledujúcich materiálov:
● Karbid
● Keramické
● Cermet
● PCD
● CBN
● Cerbide
Všetky vložky z rôznych materiálov prechádzame rovnakým triediacim procesom, kde naši inžinieri určia, či je vaša vložka vhodná na prebrúsenie alebo zmenšenie veľkosti. Sme vybavení na zvládnutie malých aj veľkých zákaziek.
Krok 2: Poskytnite správu
Keď naši inžinieri dôkladne vyhodnotia vaše vložky, poskytneme podrobnú správu o našich zisteniach a odporúčaniach. V tomto prehľade ponúkame informácie o cenách, ako aj možnosti kreditu šrotu, ktoré môžete použiť pri ďalšej objednávke prebrúsenia alebo vloženia.
Krok 3: Spustite brúsenie
Akonáhle získame váš súhlas s našou správou, naši inžinieri s vami budú spolupracovať na určení najlepšej možnosti prebrúsenia nástroja pre vašu konkrétnu aplikáciu. Naše sústružnícke prebrúsenia sú vysoko kvalitné a mnohokrát sú dodržané v prísnejších toleranciách ako nové doštičky.
Ponúkame rôzne služby prebrúsenia sústružníckych nástrojov vrátane:
● Periférne brúsenie: Brúsenie okolo obvodu alebo vonkajšieho okraja doštičky na špecifikovanú veľkosť a toleranciu.
● Hrúbka/zvislé brúsenie povrchu: Brúsenie plochy alebo hrúbky doštičky na špecifikovanú veľkosť a toleranciu.
● Horizontálne/tvarové brúsenie: Brúsenie na povrchu na vytvorenie vysokého stupňa rovinnosti, rovnobežnosti a vynikajúcej povrchovej úpravy.
● Príprava okraja: Opätovné nasadenie pôvodného brúsenia alebo okraja reznej doštičky.
Naša továreň
Kunshan Meiyaxing Hardware Machinery Co., Ltd. je spoločnosť špecializujúca sa na výrobu a predaj nástrojov na rezanie kovov. S viac ako 20-ročnými skúsenosťami sme vytvorili nové technológie, špičkových výrobcov strojov a nástrojov ako jeden celok, aby sme zákazníkom poskytli kvalitné nástroje, je priamou pobočkou spoločnosti Hong Kong Meiya International Trading Company. Od založenia spoločnosti - vždy dodržiavajte filozofiu "kvalitného", "profesionálneho" a "efektívneho" podnikania.
